- 偠t���찲�b����S���S���C
- ���������OӋ���찲�b�����S
- �����ܵ�Ԫ�������S���C
- �����ܵ����b�Y�|_�����ܵ�
- �S�������șC��܇�v�����S��
- �Θ��Oʩ���찲�b����S���S
- ���ؙCе���찲�b����S���S
- ������찲�b�S���S���C
- ú�V�îaƷ��ȫ��־��MAú
- ȫ�����I�aƷ���a�S���C
- �طN�ڄӷ��o��Ʒ��ȫ��־�J
- �طN�ڄӷ��o��Ʒ_�z�x��
- �o�p̽���z�y�ˆT������Ƹ�c
- �Cеʽͣ܇�O��_���w܇���Y
- �����M���طN�O�������S���C
- ���I̽�������w�OӋ����_��
- ������{�O��S�ް��b��I��
- Σ�U���WƷ���I�S���C

�Ϻ����q��ԃ��˾
TEL: 4006-010-725
(�Ϻ�) �Ԓ|��: 152-2175-9315
Q Q �ͷ�: 2215501312
(���u) �Ԓ|��: 137-9194-1216
Q Q �ͷ�: 1263118282
(����) �Ԓ|��: 136-8120-0268
Q Q �ͷ�: 2970890153
(����) �Ԓ|��: 158-6716-8335
Q Q �ͷ�: 2668763939
(����) �Ԓ|��: 139-0928-9277
Q Q �ͷ�: 3568192523
(����) �Ԓ|��: 130-7782-9315
Q Q �ͷ�: 574472821
����ƿ����x�ļ����a��
������룺�Ϻ����q��ԃ | ����Դ������������ | ���ӕr�g��2022-6-6
�ͺϲ��σ����ƿ�Ƀ�����������r���ϡ��^�Ɍӡ��w�S�p�@�ӡ��Ᵽ�o�ӡ����_�ӡ�
�����ƿ�M�г������ڿ����^�L��������ڸ߉����־��к��ĝB�ԣ����Ԛ�⃦�ރ��r����Ҫ�����õ�������ܣ��Ա��C�ֵĚ��w�܉��������С�
��˚�ƿ��đ���x���X�Ͻ���ϣ��@���������c������õ������ԺͿ����g����; �X�Ͻ���ϵĵ��ܶȡ��߱ȏ����܉��ڱ��Ϗ��ȵ�ǰ����ʹ��ƿ�����p��; �X�Ͻ����߀���кܺõČ������ܣ������������¹ʰl��ȼ���rͨ�^���������f���y�T�����ۺϽ���̎���ڸߟ�l����ʹ���ۻ���ȫй����ֹ��ը��
���������� �꣬�̣�����˾�ɹ��������Ը��ܶȾ���ϩ���ȣģУţ����đ�ďͺϲ��� �ԣ���桡�����샦��ƿ������߹��������飹���ͣУᡣ�ձ��S�﹫˾���Ƴ��ˣ����ͣУ�ͣ����ͣУ�Ģ��̓���ƿ����đ����ܶȾۺ���ЌӞ��͉�̼�w�S�p�@�ӣ���Ӟ鲣���w�S������֬���o �ӣ��� �У��� �ͣУ����ƿ���|�������ܶȞ飵��������Ŀǰ��ԓ����ƿ�ё����� �ͣ����ϵ��ȼ��늳�܇�����������꣬�ձ���ǧ�����I��ʽ����չʾ�˃��䉺�������ͣУᡢ���������������� �Ģ��̓���ޣ�������Ŀǰ�߉���B�����I������ˮƽ����
�w�S�p�@���x��̼�w�S�����������ϣ��ߏ��ȡ���ģ����̼�w�S����ͨ�^�p�@���ͼ��g���Ƃ�ďͺϲ��Ϛ�ƿ���H�Y�������������p���������õĹ�ˇ�ԺͿ��OӋ���ڃ����ƿ�Ƃ��Ͼ��ЏV韵đ��ÿ��g��
��ƿ�L���ڳ��Ś�l����ʹ�ã���đ���a��ƣ���Ѽy���S����ƿ��ʹ���Ѽy�������U����ƿ��ʧЧ��ʽ���F��“δ����©”����ƣ���Ժõ��X��đ̼�w�S�p�@��ƿ�܉�ܺõؑ����@һ���}����ߚ�ƿʹ�õİ�ȫ�ԡ���“863”�Ŀ��֧���£��҇�������0.5mm �����X��đ�ij��ͼ��g�����F���X��đ�����������a��
�ͺϲ��σ����ƿ�ĽY����D1 ��ʾ�����w���X�Ͻ����r�����Լ�̼�w�S�����ӽY�����D2��߉������ƿ���a���̈D�������˃�đ�Ƃ��^�̡�̼�w�S�p�@�^���Լ����P�z�y��
.png)
(1) ��đ�OӋ���g
�ڂ��y���X��đȫ�p�@��ƿ�����OӋ�У�һ�㲻���]��đ���d����Փ�Ϛ�ƿ�ăȉ���ȫ�������w�S�Г��������ϣ���ƿ��đ�ڹ���������ʼ�K̎����������B���@���Ƽs�� ƿƣ�ډ������P�I���ء���ͬ�r�M�ユ���ƿ�����p����ƣ���Ժõ�Ҫ���x����m�ă�đ�Π��c�ߴ����x�ش���Փ�͌��`���C�������w�S�p�@�X��đ��ƿ��������ߵĞ��L���ȴ���2���L�A���w��
�m�����Ӄ�đ�ں�ʹƣ���Ѽy�Uչ���x���L���܉��Mһ�����Ӛ�ƿʹ�É��������������ƿ������ռ���أ�ʹ��đ�܉�M�����]�l���ṩ����w�e�����M���ܱ��C��ƿ“�����p”�@һ���c��һ���đ������ı�����12% ��16%֮�g����m�ˡ�
��đ���^���OӋ���HҪ�߂乤ˇ�Ŀ��OӋ�ԣ�߀Ҫ�M��ƿ�w�����Y��Ҫ��Ҋ�ķ��^��ʽ�еȑ������^��ƽ���p�@���^���E���η��^�ȡ��X��đ�ğo���p�B�ӷ��^�܉���ߚ�ƿ����ƣ�����ܲ��ܴܺ�̶ȵؽ��ͳɱ�������̼�w�S�p�@���ͼ��g�Ƃ�Ě�ƿ����đ���^��ʽ���x��E���ͷ��^��ȑ������^����đ��E���Εr�����p�@�����пɸ��������O���w�S�����^�İ�����������“3-1”���ͻ�“5-2”���ͣ��xȡ���m�ߴ磬ʹ�w�S����䁸��ڃ�đ���^���档
(2) ��đ�Ծo���g
�����ƿ�L���ڷ��ͳ��Ś�l���¹��������װl��ƣ�ړp���������Ҫ���õ���ƣ���ԡ����M��ƣ�ڌ��r������̼�w�S�ӵıȏ��ȡ���ģ���h�����X��đ������ͬ�đ�׃�£���ʹ�X��đ�ѽ�������̼�w�S߀̎�ڵ͑�����B���䃞���ĸߏ������ܵò�����ְl�]����ƿÿ��ж���Y�������К����������@Щ���������IJ����۷e�������������кܴ�Ӱ푣��e�nj���ƿ��ʹ�É��������^��ؓ��Ӱ푡�
���˽��ͻ������@�NӰ푣������ښ�ƿʹ��ǰ����ʩ��һ���A�������a���Ծo��ͨ�^�o��ƿһ�������X��đ����������С���w�S�p�@���Ɖđ����ăȉ���ʹ���r�γ�һ����������׃������ȫж�d�����r��������׃����ʧ�����ⲿ�w�S�p�@�ӵď��ԑ���һ������ʧ����һ�������r�a���≺���ã�ʹ���r���w�ܵ��≺���_���������ȣ��a�������ԾoЧ����ͬ�r���p�@����ˇ���w�S������Ҫ�f�p������ʹ�����w�S���������Ӿ���������w�S���ȡ���đ������Խ��ƿ����ƣ����Խ�ã������Ծo�����^��r����đ���a���^ȱ�ݲ������U����ƿ�Y���Ɖġ�
(3) �p�@����ˇ
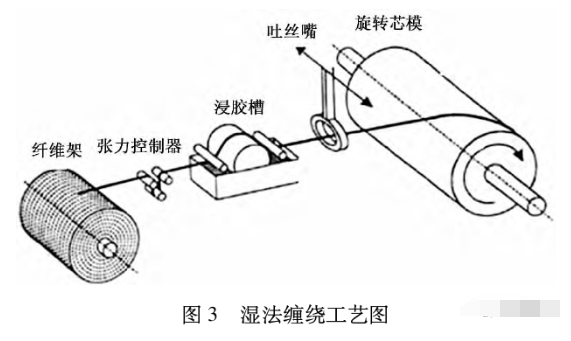
̼�w�S�p�@����ˇ�ɷ֞���p�@�ɷ��p�@�����Н��p�@������ɱ��^�͡���ˇ�Ժã���ˑ����^��V�����D3����p�@�wϵ��ˇ�D��
�҇��F�A���в��܌��F�����p�@�O������a���죬�����p�@����ˇ���о�����ȡ����һ���ɹ���2006 �걱��������W���M���ȵ�һ�_���S�p�@�C���S����h������W�������I���I��W���Ϻ�ʯ���о�Ժ�ȸ�У����IҲ���^Ͷ���p�@����ˇ���о����γ��˸�����ɫ���p�@��ˇ�wϵ��
�w�S�p�@�ӵ��OӋ��Ҫ���]�w�S�ĸ����ԣ�������Y��Ҫ��ͨ�����ÌӰ���Փ�;W����Փ��Ӌ���������^�����r���w�S�p�@�ӵđ����ֲ���r���M���_���p�@��ˇ�Џ����x���c���ͷֲ���ͨ�^�h���p�@�c�����p�@�����M�Ќ��F���ӴνY�����x���m���w�S�ѯB��e�Ϳv���p�@�Ƕ��c�����p�@���ͣ����H�M�㏊��Ҫ��ͬ�rʹ���^̎�܉����䁸������ˌ��F�����p�@���p�@�Ƕ�Ҫʹ�w�S��оģ�����伆�����ҝM�㲻�����ܿՃɷ����Ҫ�o�w�Sʩ��һ�����p�@�������ڽ��z�۽�����֬��ͨ�^�p�@�O���p�@��оģ���r�ϣ����ͨ�^�������D�̻��õ���Ʒ��
(4) �p�@���͵ď������Ƽ��g
�p�@����ˇ����Ҫ����ʹ�Ï�������ϵ�y���Ա������OӋ�ľ����܉����_䁸��������w�S������ͨ�^���������p�@���������������Ʒ���܌��ȣ��Ķ��l�]�w�S�ߏ���ģ���ԣ������Ʒ���ȉ�������������Ʒ����ƣ�����ԡ����x�Ï����^��r����������w�S���������^��ď�������������w�S�D���Ȍ��w�S�������z������Ӱ�����; �x�Ï����^С�r��������ƿ�܌��Ƚ��ͣ����a�����ݺ�ȱ�ݡ��x����m�ď������p�@���ͼ��g��Ҫ�c֮һ���p�@�^����߀��Ҫ��ѭ�����f�pԭ�t���S���p�@�Ӕ������Ӳ����pС��������������w�S�����^�Ȍ��w�S�����ۣ���ֹ���F�Ⱦo���ɬF���C�����w�S�܉����������
(5) �ߏ��g����ƣ�ڵĸ����ܘ�֬���w�OӋ�c�Ƃ似�g
̼�w�S�����ƿ��֬���w���H��Ҫ�M���ƿ�����W���Ⱥ��g�Ե�Ҫ��ͬ�r�������L�ڳ��Ś��ʹ�íh���У����w���װl��ƣ�ړp���������Ҫ�ߏ��g����ƣ�ژ�֬�wϵ�Ա��Ϛ�ƿ��ʹ�É��������p�@�������õĘ�֬���w������Ҫ�M�����������⣬߀Ҫ�����ڹ����ض��¾����^�͵ij�ʼճ���Լ���ԓ�ض��¾����^�L���m���ڡ��h����֬���Ѓ��������W���ܡ��͟����ܣ��̻���ˇ���ζ��ӣ����кܴ�ĸ��Կ��g���������Դ�V�����r��������m���ڝ��p�@��ˇ�wϵ�����Ȍ��h����֬���о����ஔ���죬�܉����a�m���ڲ�ͬ�w�S���沢�M�������m�×l���Ę�֬�wϵ��ͨ�^ NOL �h�yԇ�Д���֬���w�c�w�S�Ľ���ճ���ԡ��������f�����ȡ�
���p�@�����Ƃ乤ˇ�У������ô��������w�S�w�e���������Ϛ�ƿ���ȣ����^�����£��p�@��ˇ���w�S�c�O���g��Ħ���p�������������w�S�a����ë����z�F������茦�w�S�p����r�M�и��M���������о����������a�w�S���M���w�S�IJ�ͬ�����x����m�Ę�֬-�w�S�wϵ���������p�@��ˇ���ɴ���Ҫ���p�@���Ø�֬�wϵ�M���о��������䷽�OӋ�̻��О��о��Լ���֬���w���W���ܡ��͟����ܡ���ˇ�����о����Եõ������ܚ�ƿ�p�@���Ø�֬���w�����⣬߀Ҫ�о��ͺϲ��Ͻ����{���c�������g�����ȷ�����ͬ��֬�wϵ�Ľ����ԣ��OӋ���Ƃ�̼�w�S�ı���̎�턩�����F̼�w�S�c��֬���w�Ľ��惞����
�ͺϲ��σ����ƿ������P�I�O��
̼�w�S�p�@���͏ͺϲ��σ����ƿ���Ƃ��c�yԇ��Ҫ�������O��x�����p�@����ˇ�а����p�@�C�Լ����ď�������ϵ�y�����z�۵��O�䣬ͬ�r���Ƃ���m�Ę�֬���w����Ҫ��֬��ϔ���������ɝ��p�@��ˇ����Ҫ���ͼӟ�̻��t�M�����̻���ͬ�r��ͨ�^ CAQ �ھ��|���z�yϵ�y����������ˇ�^�̵ĺ������cҎ���ԡ����̼�w�S�p�@���͏ͺϲ��σ����ƿ�Ƃ����Ҫ�M��һϵ�еĜyԇ�����������Ԝyԇ��ˮ��ԇ����ѭ�h�yԇ���l��z�y�ȡ�
�p�@�C��ͺϲ��σ����ƿ�Ƃ��������O�䣬�c�����ď�������ϵ�y�����z�ۡ���S���½z�^�����Dо�S�M�ɵĝ��p�@�wϵ�����H���������a�ɱ�������������aЧ�ʺͮaƷ�|�����ڏͺϲ��σ����ƿ���a���ЏV韵đ���ǰ����Ŀǰ�����H���p�@�C���������ɻ����Ԅӻ����a�����ķ���lչ������ Tankinetic ��˾������� Sarplast ��˾�������������p�@�C���a���P�I���g������ Sarplast ��˾�� FW-4000 ���p�@�C��ȫ��λ����S���p�@��ͨ�^�����w�Sͬ�r�\�D���������˹���Ч�ʣ��ь��F�����ƿ��Ͳ�w�Ĺ��I�����a���c�p�@�����O����ƥ����p�@ܛ�������ҲѸ�ٰlչ��ͨ�^ܛ�����Կ����p�@�Y������ˇ�l�����p�@���ͣ����Ҝʴ_�����w�S����ʩ�ӵď����Լ���֬���������H���_�l�����p�@ܛ����Ҫ�е�ِ���ع�˾�c Skinner �� Associates ���F�� ComposicaDTM�������r MATE��IAL ��˾�� CADWIND��Ӣ�� Crescent Consultants Ltd �� CADFIL�������I���I��W�о��_�l�ĵ� 3 ���p�@ܛ�� windsoft �����������p�@����ܛ���������M���g��CAD/CAM �p�@ܛ�����_�l���p�����؏ͷ������˹�Ӌ�㣬�ṩ�p�@�����OӋ�������ڌ��H������Ч�����á�
�ͺϲ��σ����ƿ����Ę˜�Ҏ��
�����һ�N��ȼ�ױ����w���ڸ߉������ƿ�Ѓ��䉺����35��70MPa����˚�ƿ���OӋ�����a��ʹ�ñ���������Ę˜�Ҏ�����Ա����䰲ȫ�ԡ�������ͨ�õ��w�S�p�@�����ƿ�˜��Ї��H�˜ʻ��M����ISO 11439��܇����Ȼ��߉���ƿ�����W�˵�EN12245�����ƄӚ�ƿȫ�����ͺϚ�ƿ����������DOT-CFFC���X��đȫ�p�@̼�w�S������ƿ�Ļ���Ҫ�ȣ����@Щ�˜ʃH�m���ڃ��䉺���� 40MPa���µă����ƿ���ѽ����ܝM��Ŀǰ�߉�������о���
���߉��������P�˜ʵ��о��c�p�@�߉������ƿ���о�ͬ���M�У����H���˜ʽM�����������W�ˡ��ձ����ѽ��ƶ������Ę˜ʻ��߲ݰ�������H���˜ʽM���� ISO/TS 15869��܇�Ú�⼰����Ϛ⃦���ƿ����������SAE J2579��������܇ȼ��ϵ�y�����W�˵� CGH2�� Draft ��evision 10���������܇����ϵ�y�����ձ���JA��I S 001��������܇�ø߉������ƿ���g�˜ʡ��ȡ�
�҇����P�Ę˜�Ҏ��̎���^������B��Ŀǰ�����еĘ˜ʃH�m����30MPa���䣬����µĘ˜�ؽ���ƶ�����“���H�|�z�������ИI���Ќ��”���Ŀ��֧���£��҇�������܉��m����35MPa ��70MPa�ĸ߉������ƿ�������˜�Ҏ��������:��܇�É��s����X��đ̼�w�Sȫ�p�@��ƿ����
���a̼�w�S�ڏͺϲ��σ����ƿ�ϵđ��ìF��
�҇���̼�w�S���P�о�ʼ��20���o60�������̼�w�S�о�Ͷ���Y���������L�������ڿ���������ɢ�����g���²��㡢ȱ�������о������¿��w�lչڅ���^�����c�������M��I�����^���ࡣ�M��21���o����̼�w�S��IѸ�ٰlչ����40����I�C��Ͷ��̼�w�S���a���g�о����鼰15��ʡ�У���ֻ�к�����ú������ʯ�����Џ��������ٔ���I�܉����a���|���ϸ��̼�w�S�aƷ�����c���H���Mˮƽ�����^���ࡣ��Ҫ�w�F��ԭ�z�������²��㡢�|���ɿ��Ե͡����a�O���c��ˇ�����Ƶȷ��档�M�܇��a̼�w�S�Ćνz�������ã�����z���ľ�һ���y�Ա��C�����H���Õr�����Fë�z�ࡢ��z���ء��c��֬�����Բ�|���������Ȇ��}��
�������T700/T800 �����a̼�w�S�о��c���̻�ȡ����ͻ�w���M�İlչ������������W�c������ϼ���ˇ�о����Ȇ�λ���_չ��T700/T800 �����a̼�w�S�ڃ����ƿ��CNG��ƿ�ȮaƷ�ϵČ���о��c���ÿ��ˣ������a̼�w�SҪ�V�������ڏͺϲ��Ϛ�ƿ�ИI�����p�@��ˇ�Լ��ͺϲ����Џ����D���ʵȷ���߀��Ҫ�Mһ���о��c���M��
�ͺϲ��σ����ƿ�����c����չ��
��������һ�N�h����Ч��������Դ�������V韵đ���ǰ��������⃦�\���g��������������ܵĴ�Ҏģʹ�á�̼�w�S�p�@���͵ă����ƿ�܉�M���|���p�����ȴ�ĸ߉���⃦���c�\ݔҪ���ښ��ܰlչ��·�������e���p�ص����x��
���a�����ƿ�о������c�������a�ܝM���p�@��ˇ�ĸ�����̼�w�S���x���c�w�S��ƥ��Ę�֬���w����Q��֬/�w�S���憖�}�����F�w�S�����ý���;
ͬ�r��Ҫ���F�p�@�����O��ć��a�����Mһ���о��p�@����ˇ�����Ϛ�ƿ���a�Ĺ�ˇ������;
ͨ�^�ƶ������ĸ߉������ƿ�о��˜ʣ����M��ƿ�ИI��Ҏ������Ҏģ���lչ���_����ƿʹ�õİ�ȫ��;
���b�͌W����������M���g������a�ͺϲ��σ����ƿ�ṩ���g֧�֣��ڢ��ͺ͢��͚�ƿ���о����Mһ��̽�������F�Ї��������µć��a̼�w�S�����ƿ���a���I����
������ ��